Ethanol processing is a preferred method for creating high-quality refined extracts and isolates within the processing sector due to its efficiency and safety profile when properly managed. However, scaling an processing room design to an industrial level requires strict adherence to fire protection engineering principles, the International Fire Code (IFC), the International Building Code (IBC), and National Fire Protection Association (NFPA) standards.
The transition from a pilot operation to a commercial-scale facility demands comprehensive planning, focusing on integrating C1D1 booths, ethanol processing equipment, and robust safety protocols. This guide outlines a code-driven framework for engineering these high-volume ethanol processing facilities.
Understanding the Hazard: Ethanol in Processing Facilities
In processing operations, ethanol acts as a versatile solvent, efficiently stripping desirable compounds from biomass. While it operates at lower pressures than hydrocarbon processing, ethanol’s flammability and volatility necessitate a rigorous approach to industrial processing room design.
Under the IFC and NFPA 30 (Flammable and Combustible Liquids Code), ethanol is classified as a Class IB or IC flammable liquid, depending on its specific formulation and temperature. Its classification dictates stringent controls over storage, handling, and the environment in which the processing occurs.
Class 1 Division 1 (C1D1) and C1D2 Booth Requirements
The foundational requirement for any code-compliant processing facility handling volatile solvents is the implementation of classified environments. The National Electrical Code (NEC/NFPA 70) provides the basis for these classifications.
A Class I, Division 1 (C1D1) location is defined as an area where ignitable concentrations of flammable gases or vapors are expected to exist under normal operating conditions. A Class I, Division 2 (C1D2) environment is one where volatile liquids are handled, processed, or used, but are normally confined within closed containers or closed systems.

Modular C1D1 booth configured for large-scale processing operations.
For ethanol processing:
- Preparation and Storage Areas: Often classified as C1D2.
- Processing and Solvent Recovery Processes: Frequently mandate C1D1 environments, especially when the process involves the transfer of ethanol between unsealed containers, open-loop components (during cleaning/maintenance), or substantial solvent evaporation.
These modular processing booths provide vital mechanical exhaust ventilation and specialized interlocks. The ventilation must be capable of capturing and exhausting vapors rapidly enough to prevent the concentration of flammable vapors from reaching 25% of the lower flammable limit (LFL) as per IFC guidelines.
It is critical that all electrical components inside these booths, from the lighting to the gas detection sensors, are listed and rated for C1D1 hazardous locations.
Ethanol Processing Equipment Integration
The heart of the operation—the processing equipment itself—must be specified and integrated with the facility’s fire protection systems. Code dictates that closed-loop processing systems must be utilized to minimize vapor release.
When selecting and integrating equipment, engineers must consider:
- Peer Review and Listing: Most jurisdictions and the IFC require processing equipment to be peer-reviewed by a licensed Professional Engineer (PE) or listed by a recognized testing laboratory (e.g., UL). The review ensures the equipment is mechanically sound, constructed of appropriate materials (typically stainless steel), and rated for the intended operating pressures and temperatures.
- Process Piping and Flow: The transfer of bulk ethanol between the storage vessels, the processing skid, and the solvent recovery unit must follow strict piping standards, minimizing connections and ensuring proper grounding and bonding to prevent static discharge.
- Emergency Shutdown (ESD) Systems: The ethanol processing systems must be integrated with the room’s fire alarm and gas detection infrastructure. In the event of an LEL gas detection alarm (often at 25% LFL) or fire detection, the ESD must automatically close valves, shut down pumps, and halt the flow of solvent.
Facilities looking to incorporate diverse methods may need to design separate or carefully partitioned areas to house hydrocarbon processing equipment, which presents different volumetric and pressure hazard characteristics compared to ethanol.
Core Fire Protection Engineering Strategies
An integrated fire protection strategy involves active and passive safety mechanisms defined by NFPA 1 (Fire Code) and local amendments.
Gas Detection and Alarm Integration
Continuous gas detection is non-negotiable. These systems must be calibrated specifically to ethanol vapor thresholds and positioned strategically based on the vapor density of ethanol (which is heavier than air). The detectors are tied into the central fire alarm panel. A high-level alarm typically triggers the mechanical exhaust to increase speed, sounds a local evacuation alarm, and engages the equipment’s emergency shutdown protocol.
Ventilation and Airflow Dynamics
The mechanical ventilation system within the C1D1/C1D2 environment is a primary defense against vapor accumulation. The design must ensure sweeping airflow across the floor (where heavier vapors pool) and directly out of the facility.
A properly engineered system adheres to the exhaust rates prescribed by the IFC (often specified in CFM per square foot of floor area). Furthermore, the exhaust system must be independent from the building’s primary HVAC to prevent the cross-contamination of hazardous vapors into non-classified administrative zones. For specific structural constraints, adhering to the International Building Code (IBC) guidelines for hazardous occupancies (H-Occupancy) is essential.
Fire Suppression Systems
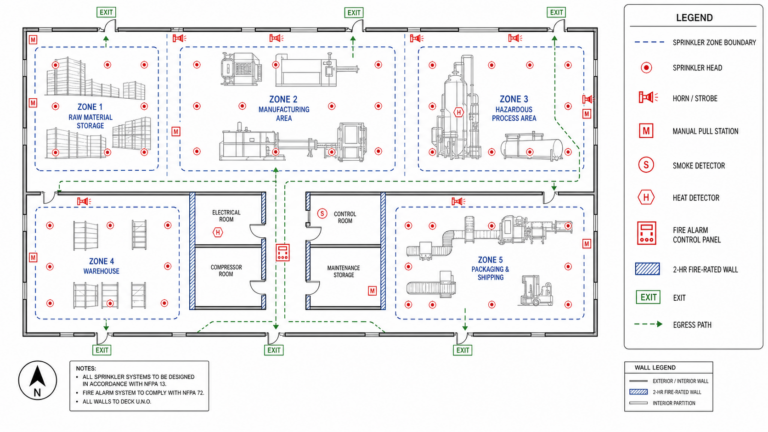
Due to the flammable liquid hazard presented by large-scale ethanol usage, conventional water sprinklers are often insufficient and may even exacerbate an alcohol-based fire by spreading the liquid. NFPA 11 (Standard for Low-, Medium-, and High-Expansion Foam) and NFPA 13 (Standard for the Installation of Sprinkler Systems) guide the selection of appropriate suppression.
Industrial processing room design typically relies on one or a combination of the following:
- Foam-Water Systems: Designed to smother the alcohol fire by creating a barrier between the fuel and oxygen.
- Clean Agent Systems: Such as FM-200 or Novec 1230, particularly favored inside specific enclosures or modular booths, as they suppress the fire quickly without leaving damaging residue on high-value processing equipment.
Navigating the Maximum Allowable Quantity (MAQ)
A critical metric in fire protection engineering is the Maximum Allowable Quantity (MAQ) of hazardous materials. The IFC defines how much ethanol (Class I flammable liquid) can be stored and used in a given control area without triggering a classification change to a High-Hazard (H) Occupancy, which entails substantially higher construction and safety costs.
By compartmentalizing the facility with fire-rated barriers, engineers can create multiple control areas, effectively increasing the total MAQ for the facility while maintaining a less restrictive building classification (e.g., F-1 Factory/Industrial). Properly rated storage cabinets and dedicated outdoor storage tanks further help manage MAQ limitations.
Conclusion: Emphasizing the Code-First Approach
Scaling up ethanol production requires a foundation built on rigorous fire protection engineering and strict adherence to the IFC, IBC, and NFPA standards. Focusing on code compliance through modular C1D1 booth integration, peer-reviewed equipment selection, robust ventilation, and advanced fire suppression ensures a facility is not only highly productive but fundamentally safe and ready for jurisdictional approval.