Every extraction lab runs on more than just the extractor. The auxiliary equipment surrounding your closed-loop system determines whether your operation hums along smoothly or grinds to a halt. Chillers, freezers, storage tanks, and temperature control units form the backbone of a reliable workflow. Without them, even the best extraction equipment underperforms.
In this guide, we break down the essential auxiliary equipment categories, explain how each one supports your extraction process, and highlight what to look for when building out or upgrading your lab.
Why Auxiliary Equipment Matters More Than You Think
Most operators focus on the extractor first. That makes sense. However, auxiliary systems directly affect yield quality, cycle times, and operational safety. A chiller that cannot maintain target temperatures forces longer run times. A freezer that fluctuates above setpoint degrades starting material before extraction even begins. Storage tanks without proper jacketing create bottlenecks during solvent recovery.
According to the NFPA 1 Fire Code, facilities handling flammable solvents must maintain equipment that meets specific temperature and containment standards. Your auxiliary gear is not optional — it is a compliance requirement.
Cryogenic and Ultra-Low Temperature Freezers
Fresh-frozen material is the foundation of fresh-frozen extracts production. Maintaining biomass at ultra-low temperatures preserves the terpene profile and prevents degradation of volatile compounds. Standard commercial freezers rarely reach the temperatures that extraction labs demand.

Purpose-built low-temperature and explosion-proof freezers solve this problem. They hold consistent setpoints well below standard ranges, and explosion-proof models meet Class I, Division 1 electrical requirements for facilities that store flammable materials nearby. As a result, they integrate seamlessly into compliant lab designs.
When selecting a freezer, prioritize units with digital temperature logging, alarm systems for out-of-range events, and backup power compatibility. These features protect your investment in raw material and keep your operation audit-ready.
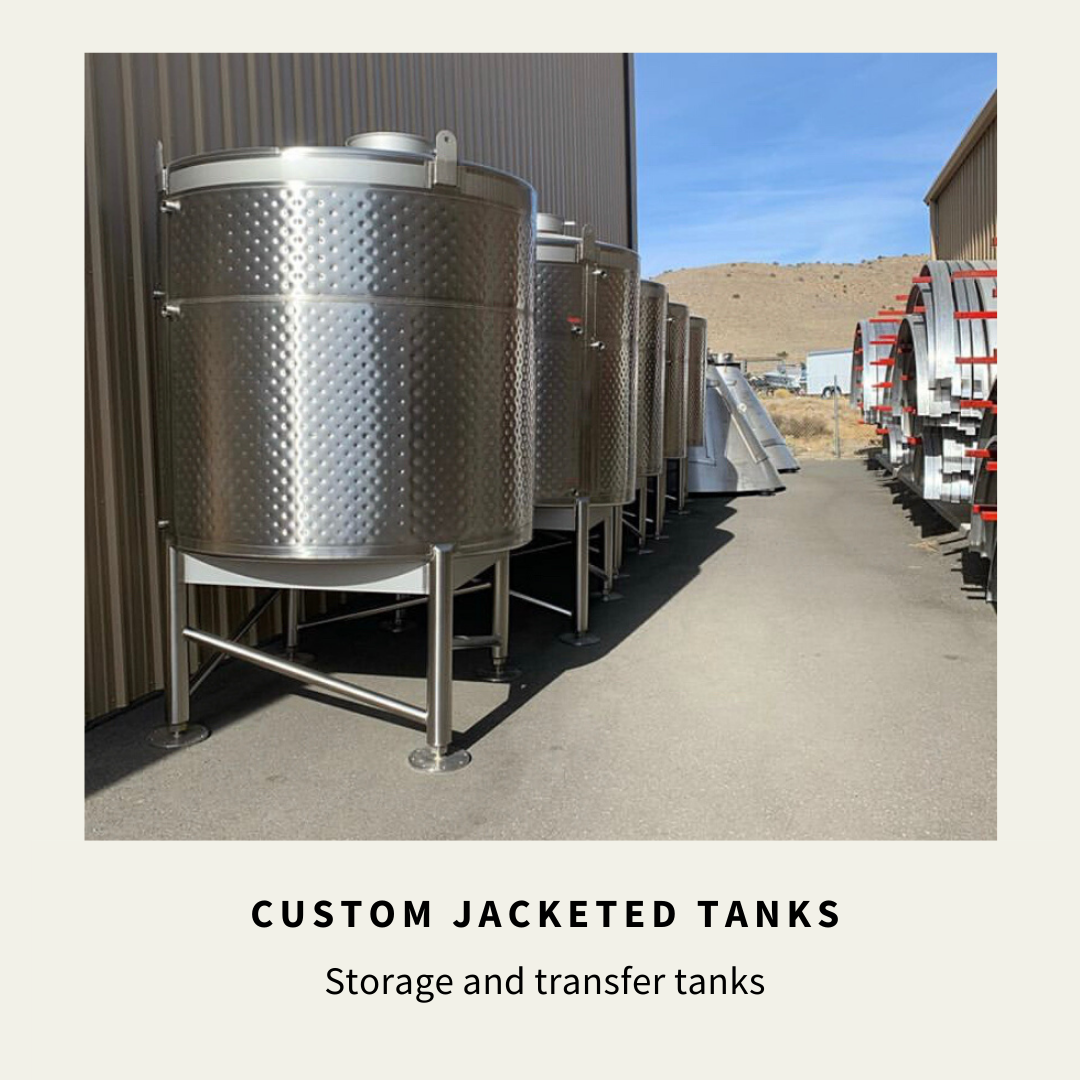
Jacketed Tanks for Solvent Storage and Recovery
Solvent management is one of the most overlooked areas in extraction lab planning. Butane, propane, and ethanol all require temperature-controlled storage to maintain proper vapor pressure and flow characteristics. Jacketed tanks allow operators to circulate a cooling or heating medium around the solvent vessel, maintaining precise conditions throughout the process.
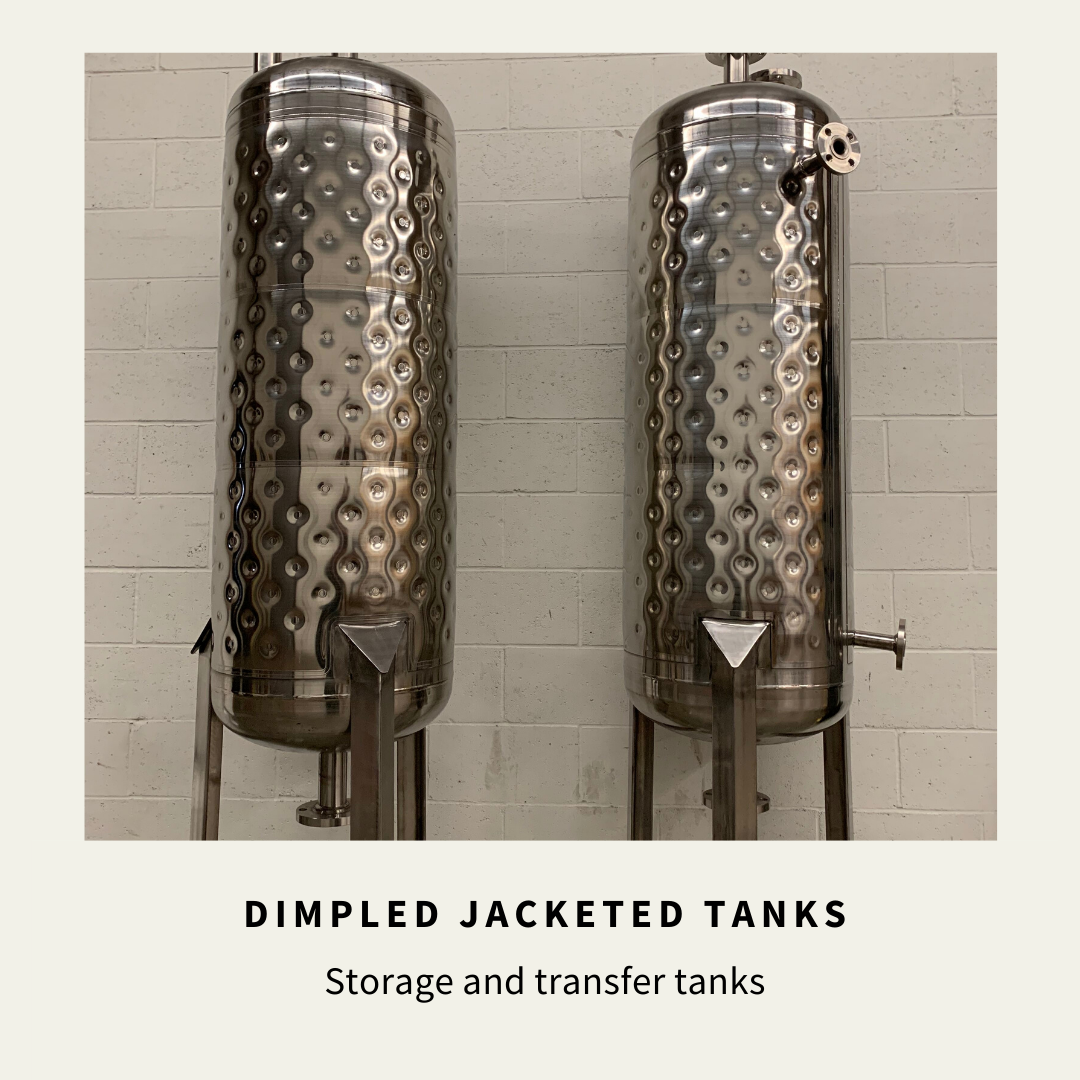
C1D1 Labs manufactures jacketed ethanol tanks designed specifically for extraction operations. These tanks feature dimpled jacket construction for efficient heat transfer, sanitary tri-clamp fittings, and pressure ratings that meet ASME standards. Furthermore, proper tank sizing reduces the number of solvent transfers per shift, which cuts down on both labor and exposure risk.
The OSHA Flammable Liquids Standard (29 CFR 1910.106) outlines storage requirements for flammable solvents. Jacketed tanks that maintain solvents below their flash point add a meaningful layer of safety and help satisfy inspector expectations during facility walkthroughs.
Chillers and Recirculating Temperature Control
Chillers are the unsung workhorses of any extraction lab. They cool condensers during solvent recovery, maintain jacket temperatures on collection vessels, and support winterization processes. Without adequate chilling capacity, extraction cycles slow down and product quality suffers.
Modern recirculating chillers offer programmable setpoints, variable flow rates, and integration with automated extraction systems. When paired with properly insulated lines and jacketed vessels, they create a closed thermal loop that minimizes energy waste. Additionally, right-sizing your chiller to your extraction volume prevents the common mistake of running an undersized unit at maximum capacity around the clock.
Industry publications like Extraction Business Times regularly cover best practices for thermal management in extraction facilities. Staying current on these recommendations helps operators avoid costly retrofits down the road.
Membrane Solvent Recovery Systems
Solvent recovery is where auxiliary equipment pays for itself fastest. Traditional rotary evaporators work, but membrane-based recovery systems offer continuous operation with lower energy consumption. They separate solvent from extract using selective permeation rather than heat, which preserves delicate terpene fractions that thermal methods can damage.
The X-Spiral membrane solvent recovery system available through C1D1 Labs represents this next-generation approach. It handles high solvent volumes efficiently and pairs well with ethanol extraction workflows that generate large quantities of miscella requiring separation.
Putting It All Together
Building a high-performing extraction lab means thinking beyond the extractor. Each piece of auxiliary equipment connects to the next. Freezers preserve material quality. Tanks store and condition solvents. Chillers maintain process temperatures. Recovery systems reclaim solvents for reuse. When these systems work in harmony, the entire operation runs faster, safer, and more profitably.
Before purchasing any auxiliary equipment, map out your full process flow. Identify where temperature control, storage capacity, or recovery speed currently limits your output. Then invest in the equipment that removes those specific bottlenecks. This targeted approach delivers better returns than upgrading everything at once.
C1D1 Labs designs and manufactures auxiliary equipment built specifically for extraction operations. Every tank, freezer, and support system meets the safety and compliance standards that licensed facilities require. Reach out to discuss which equipment fits your current workflow and future expansion plans.